信息摘要:
鋁型材噴粉實(shí)際上是噴粉的一種���。是用噴粉設(shè)備(靜電噴涂機(jī)器)粉末涂料表面的鋁合金型材或工件,然后靜電作用下,粉末會均勻的吸附在鋁表面形成...
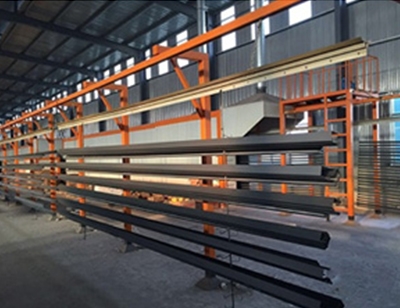
鋁型材噴粉實(shí)際上是噴粉的一種�����。是用噴粉設(shè)備(靜電噴涂機(jī)器)粉末涂料表面的鋁合金型材或工件,然后靜電作用下,粉末會均勻的吸附在鋁表面形成粉末涂料,然后經(jīng)過高溫烘烤和水準(zhǔn),它將成為一種具有不同效果的涂層���。這種工藝稱為鋁型材粉末噴涂。
鋁型材粉末噴涂的目的是提高工業(yè)鋁型材基材表面的吸附力�����,增加鋁型材表面的耐腐蝕����、抗氧化性,改善鋁型材的外觀質(zhì)量和機(jī)械性能�����。同時還可以去除鋁型材表面的油垢�、灰塵等雜物。鋁型材噴粉加工工藝流程:預(yù)處理(脫脂→水洗→化學(xué)轉(zhuǎn)化→水洗→烘干)→靜電噴粉→流平固化
鋁型材噴粉優(yōu)點(diǎn):自動生產(chǎn)�����,用機(jī)械設(shè)備生產(chǎn)�����,無需手動逐個噴涂鋁型材;鋁型材粉末噴涂可在室溫下進(jìn)行,無需對鋁型材進(jìn)行預(yù)熱;節(jié)約成本�,粉末涂料可回收利用,大大節(jié)約企業(yè)成本;涂層厚度可由薄到厚自由控制��,節(jié)省涂層次數(shù)��,提高噴粉效率;粉末噴涂涂層美觀耐用;可噴涂多種顏色;
粉末涂料質(zhì)量差
①原材料不合格����,粉末噴涂質(zhì)量問題,容易造成鋁型材表面涂層出現(xiàn)各種缺陷�。我們須從涂層質(zhì)量入手,選擇質(zhì)量好的涂層����,并測試各種技術(shù)指標(biāo)。
②配方設(shè)計差�����。配方設(shè)計既要達(dá)到鋁型材產(chǎn)品涂料的高品位��,又要有市場競爭力,還要使配方穩(wěn)定�����、連續(xù)��。配方設(shè)計不完善會降低粉末涂料的性能����,影響涂料的性能��。
③生產(chǎn)過程不規(guī)范�。鋁型材表面噴粉原料的生產(chǎn)過程是物理混合過程。生產(chǎn)設(shè)備須正常�、運(yùn)行良好,操作程度須標(biāo)準(zhǔn)化�����。
④再生粉質(zhì)量差�,再生粉中有雜質(zhì),新粉與再生粉的用量比不合理�,控制再生粉:新粉= 1:1或2:3。
⑤粉料混合不相容的粉料混合�����,如混合不同類型的流平劑或含有硅油添加劑的粉料。這種粉末的表面張力很小���。即使摻量小�����,也會降低涂層的光澤度或形成縮孔���。
⑥材料不得妥善保存,鋁型材粉末噴涂涂層不得吸收水分���、熱量�����、擠壓等�,以免結(jié)塊或粗化�����,降低質(zhì)量���。同時不能長時間儲存在供粉桶中��,否則流化不好��。
⑦質(zhì)量檢驗體系不完善�,對粉末涂料的各項技術(shù)指標(biāo)出廠前要仔細(xì)取樣。